Масштабування виробництва без втрати ефективності
17.06.2026
NGNY — це інженерно-виробнича компанія, що базується в Іспанії та спеціалізується на проєктуванні й виготовленні індивідуальних машин та автоматизованих рішень для промисловості
Компанія працює в ніші кастомізованого машинобудування, створюючи обладнання під конкретні потреби клієнтів у різних секторах виробництва. Її назва походить від каталонського слова enginy — «кмітливість» або «винахідливість», що підкреслює інноваційний підхід і культуру постійного вдосконалення.
Спочатку виробництво всередині компанії було цілком керованим, адже випускали лише кілька машин на рік. Кожна з них була унікальною та адаптованою під конкретного замовника. Такий підхід захоплював клієнтів і надихав невелику команду. Між замовленнями мали можливість переосмислювати конструкції, удосконалювати їх і випробовувати нові ідеї безпосередньо у виробництві.
Проблеми почали виникати разом із зростанням компанії. Кількість індивідуальних замовлень збільшувалася, і те, що раніше було джерелом ентузіазму, поступово перетворювалося на хаос.
Згодом стало очевидно, що виробничі процеси потребують більш професійного та системного підходу. Відкритість до змін і постійне прагнення до вдосконалення, що зазвичай є сильною стороною, почали створювати труднощі. Постійні зміни в конструкціях машин, зростання кількості інженерних запитів і неузгодженість документації призвели до ускладнення роботи. Відсутність стандартизації почала негативно впливати на результати компанії.
Коли компанія виробляла близько 15 машин на рік, ситуацію ще вдавалося контролювати. Але зі зростанням обсягів виробництва було втрачено розуміння, яка саме конфігурація використовується в кожній машині. Єдиного специфікаційного переліку не існувало, і кожна машина фактично ставала «ручним виробом», що залежав від досвіду та рішень конкретних працівників. Робота перетворювалася на постійні імпровізації, і це вже не було стійким підходом.


Виробничий майданчик був хаотичним: деталі зберігалися без чіткої системи, зони не були визначені, а облік запасів фактично не вівся. Попри найкращі наміри, працівники брали комплектуючі зі складу без фіксації, що призводило до регулярних дефіцитів і затримок поставок. Команда працювала у вихідні, зривалися терміни, накопичувалася втома та вигорання.
Близько двох років тому компанія досягла критичної точки. Підготовка до великого міжнародного контракту, який згодом був скорочений, виявила всі слабкі місця системи. Саме тоді було звернення до Instituto Lean Management і розпочато співпрацю.
Спочатку запит був доволі простий — допомогти визначити роль менеджера з індустріалізації та зрозуміти, який профіль спеціаліста потрібно наймати. Однак ця розмова стала відправною точкою глибшого переосмислення і зрештою привела до запуску трансформації. Було розпочато перегляд структури операцій із використанням Lean Transformation Framework як моделі. Це включало визначення ключових проблем, стандартизацію процесів, навчання персоналу та впровадження системи управління, при збереженні унікальної культури компанії та посиленні практик, таких як A3-розв’язання проблем.
За підтримки консультантів було запущено комплекс паралельних змін для вирішення накопичених проблем у виробництві. Усі ініціативи були спрямовані на захист «пейсмейкера» процесу — тобто ключового етапу, який задає ритм усьому виробництву і через який проходить основний потік створення цінності для клієнта. У даному випадку пейсмейкером є складання машин у виробничих осередках (ZAP — Zonas Autónomas de Producción), оскільки саме цей етап визначає темп роботи всієї системи.
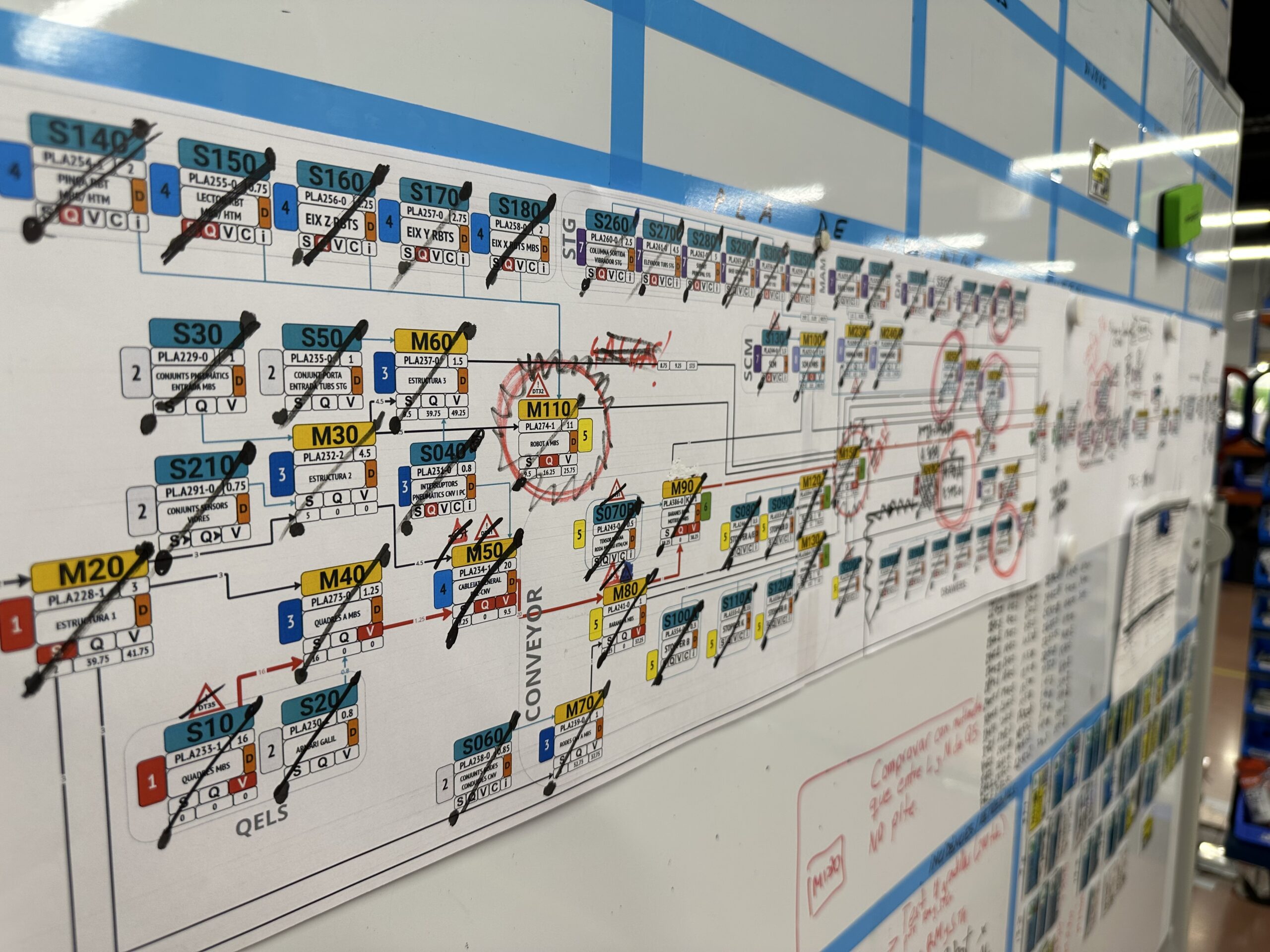
Першим кроком стала робота зі складською системою: було впорядковано склад, обмежено несанкціонований доступ і проведено повну інвентаризацію. Паралельно було розроблено PMC (Production Master Control) — стандартизований поетапний виробничий план для кожної конфігурації машини, що забезпечило збірникам чіткі інструкції. Раніше робота виконувалася «з пам’яті», і кожен мав власний спосіб складання машин.
Далі було перепроєктовано виробничий майданчик. Запроваджено логічний потік: кожен осередок (ZAP) отримав вхідну полицю, робочу зону з фінальною збіркою, робочий стіл для підвузлів і вихідну зону. Було обмежено кількість матеріалів на кожному етапі, щоб уникнути перевантаження простору, та створено невеликі буфери для забезпечення гнучкості без хаосу. Також було введено чітке правило: жодна коробка не може залишити склад, якщо вона не є повністю укомплектованою.
Окрему увагу приділили системі відбору матеріалів зі складу. Раніше цей процес виконувався вручну за допомогою позначок на папері, що часто призводило до втрати інформації або помилок у даних. Згодом процес було переведено в електронний формат: використано таблиці, пов’язані з етапами виробничого плану, що дозволило точно відстежувати, які матеріали вже відібрані, яких не вистачає та які готові до використання.
Ще одним викликом стало планування. Було впроваджено два рівні управління — стратегічне та операційне.
Стратегічне планування здійснюється на щотижневих нарадах із використанням загальної інформаційної панелі. Вона містить графіки, що показують реалістичні терміни завершення робіт, а також систему кольорового маркування, яка відображає статус кожного виробничого осередку (ZAP). Це дозволяє в режимі реального часу бачити, коли очікується готовність кожного продукту до відвантаження, і чи існують ризики зриву термінів.
Операційне планування базується на системі щоденного управління, що охоплює склад, планування та складання машин. Такі щоденні наради допомогли точніше визначати проблеми у процесах. Для аналізу використовувався облік часу роботи оператора на кожному етапі за допомогою простих таймерів, а згодом на основі цих даних будувалися графіки, що показують реалістичні терміни завершення робіт і дозволяють точніше прогнозувати виконання замовлень.
Було також змінено спосіб роботи виробничих осередків (ZAP). Перед запуском виготовлення кожної машини обов’язково перевіряється, чи є дефіцит матеріалів, який може вплинути на графік складання.
Після старту виробництва на кожному виробничому осередку використовується візуальна дошка контролю з чек-листом та системою сигналів, яка відстежує хід складання і попереджає про ризик затримки. Якщо прогнозований термін завершення перевищує дедлайн більш ніж на десять днів — стан позначається зеленим кольором. Якщо запас часу становить від п’яти до десяти днів — жовтим. Менше ніж п’ять днів — червоним. Така візуалізація дозволяє швидко бачити проблеми, визначати пріоритети для їх усунення та приймати рішення щодо зниження ризиків, наприклад починати складання навіть за неповного комплекту матеріалів.
Для кращого управління та контролю змін у конструкції машин було впроваджено систему запитів на інженерні зміни. Кожен запит проходить попередній розгляд і аналіз впливу, після чого команда ухвалює рішення щодо його впровадження або відхилення.
Було також стандартизовано термінологію: створено єдиний словник понять і навчальні матеріали для команди. Це було не лише про впровадження інструментів Lean, а про зміну культури роботи. Працівники звикли діяти через імпровізацію та «героїчне» вирішення проблем у моменті. Перехід до стандартизованих процесів був непростим, оскільки спочатку це сприймалося як обмеження свободи. Проте з часом стало очевидно, що стандарти зменшують стрес і роблять роботу більш передбачуваною.
Також було впроваджено щомісячний цикл роботи з аналізом проблем і цілей у форматі А3 — структурованого підходу до вирішення задач і розподілу відповідальності. Стан виконання завдань відстежувався за простою системою статусів «зелений — жовтий — червоний». Це дозволило вперше отримати можливість не лише реагувати на поточні проблеми, а й планувати розвиток і покращення системно.

Однією з ключових змін у мисленні став перехід від роботи в режимі терміновості до фокусу на якості. Операційна команда почала зосереджуватися на тому, щоб машини працювали правильно вже на етапі складання, реалізуючи принцип «вбудованої якості». Для цього регулярно проводяться зустрічі зі службою сервісу, щоб аналізувати проблеми, які виникають у клієнтів під час запуску обладнання. Це суттєво підвищило рівень якості.
До трансформації близько половини машин відвантажувалися із запізненням, що часто призводило до додаткових витрат і понаднормової роботи. Наразі затримки відсутні — протягом останнього року не було пропущено жодного терміну постачання. Процес управління змінами став жорстко структурованим: інженерні зміни пріоритезуються та проходять через формалізовану систему запитів на зміни.
Сьогодні система ще не є ідеальною, але вона стабільна. Вона дозволяє прогнозувати терміни постачання, відстежувати прогрес і завчасно реагувати на проблеми. Це створило основу для системного покращення якості. І якщо в майбутньому компанія масштабуватиметься до 20, 40 чи навіть 60 машин, ця система вже має достатньо міцний фундамент.
Шлях впровадження Lean є інтенсивним і водночас таким, що вчить смиренності, проте дозволив перейти від постійного «гасіння пожеж» до проактивного управління, від імпровізації — до структурованої роботи. Ще важливіше те, що змінюється культура компанії, оскільки формується послідовна орієнтація на досконалість і безперервне вдосконалення.
Джерело статті: https://www.planet-lean.com/articles/scaling-without-breaking
Якщо майстрам виробництва потрібно перейти від постійного реагування на проблеми в моменті до стабільної, керованої та передбачуваної роботи — варто долучитися до курсу «Школа майстрів виробництва».
ШКОЛА МАЙСТРІВ ВИРОБНИЦТВА
ЗАПРОШУЄМО НА НАВЧАННЯ! Реєстрація триває
08.07.2026 - 12.08.2026
ШКОЛА МАЙСТРІВ ВИРОБНИЦТВА




