Метод SMED
Практика швидкого переналагодження обладнання
SMED (Single-Minute Exchange of Die) — це система для значного скорочення часу, необхідного для переналагодження обладнання.
Суть системи SMED полягає в перетворенні якомога більшої кількості кроків перемикання на «зовнішні» (виконувані під час роботи обладнання), а також у спрощенні та оптимізації решти кроків.
Назва Single-Minute Exchange of Die походить від мети скорочення часу переходу до «однозначних» цифр (тобто менше 10 хвилин).
Суть системи SMED полягає в перетворенні якомога більшої кількості кроків перемикання на «зовнішні» (виконувані під час роботи обладнання), а також у спрощенні та оптимізації решти кроків.
Назва Single-Minute Exchange of Die походить від мети скорочення часу переходу до «однозначних» цифр (тобто менше 10 хвилин).
Що таке SMED?
Single Minute Exchange of Dies (SMED) – це одна з методик Lean-виробництва, що дозволяє зменшити час, витрачений на переналагодження обладнання. Процес переналагодження може тривати певний час протягом дня. Відповідно, цей час не додає цінності продукту для кінцевого споживача. Щоб максимально скоротити час переналагодження обладнання, впроваджують систему SMED.
Ця система вважається найпростішим і найефективнішим засобом, який активно застосовується на підприємствах усього світу. Основується система на поділі операцій переоснащення на зовнішні та внутрішні, їх перетворенні для зменшення періоду налагодження. Внутрішніми називаються дії, які виконуються одразу після зупинки обладнання, а зовнішні – це заходи, які можна здійснювати під час роботи обладнання.
Система SMED дозволяє зменшити період простою обладнання, безпеку робочого процесу, зменшення навантажень та травмування персоналу, збільшення продуктивності та зниження собівартості продукції, що виготовляється.
Ця система вважається найпростішим і найефективнішим засобом, який активно застосовується на підприємствах усього світу. Основується система на поділі операцій переоснащення на зовнішні та внутрішні, їх перетворенні для зменшення періоду налагодження. Внутрішніми називаються дії, які виконуються одразу після зупинки обладнання, а зовнішні – це заходи, які можна здійснювати під час роботи обладнання.
Система SMED дозволяє зменшити період простою обладнання, безпеку робочого процесу, зменшення навантажень та травмування персоналу, збільшення продуктивності та зниження собівартості продукції, що виготовляється.
Метою методики SMED (single-minute exchange die, дослівно «зміна оснастки за хвилину») є підвищення ефективності обладнання OEE, а саме скорочення часу його простою через зміну оснастки та пуско-налагоджувальних операцій. Навичкам швидкої переналагодження приділяється велика увага в проектах TPM (WCM). Виробники світового класу ще на стадії проектування нового обладнання активно співпрацюють з його виробниками з метою скорочення часу переналагодження та кількості персоналу, який бере участь у цьому процесі.
довідка
Успішна програма SMED має такі переваги:
- Нижчі виробничі витрати: швидші зміни означають менше простоїв обладнання
- Менші розміри партій: швидші зміни дозволяють частіше змінювати, удосконалювати продукт
- Максимально швидке реагування на вимоги клієнтів: менші розміри лотів забезпечують більш гнучке планування
- Менші рівні запасів: менші розміри партій призводять до нижчих рівнів запасів
- Більш плавний стартап: стандартизовані процеси переходу покращують послідовність і якість
Основи SMED
SMED був розроблений Шигео Шінго, японським промисловим інженером, який надзвичайно успішно допоміг компаніям значно скоротити час переходу. Його новаторська робота призвела до задокументованого скорочення часу переналаштування в середньому на 94% (наприклад, з 90 хвилин до менш ніж 5 хвилин) у багатьох компаніях.
Важко уявити, що час переналаштування покращується у 20 разів, але розглянемо простий приклад заміни шини:
У SMED переходи складаються з кроків, які називаються «елементами». Існує два типи елементів:
Важко уявити, що час переналаштування покращується у 20 разів, але розглянемо простий приклад заміни шини:
- Для багатьох людей заміна однієї шини може легко зайняти 15 хвилин.
- Для екіпажу NASCAR заміна чотирьох шин займає менше 15 секунд.
У SMED переходи складаються з кроків, які називаються «елементами». Існує два типи елементів:
- Внутрішні елементи: елементи, які повинні бути завершені, коли обладнання зупинено;
- Зовнішні елементи: елементи, які можна виконати під час роботи обладнання;
- Процес SMED зосереджується на тому, щоб зробити якомога більше елементів зовнішніми, а також на спрощення та оптимізацію всіх елементів.
«У вдосконалення всього чотири завдання:
простіше, краще, швидше та дешевше.
І вони перераховані як пріоритет.»
Шигео Шінго
Засновник системи SMED
Успішні приклади впровадження SMED
Відмінний спосіб дізнатися більше про SMED - це пройти через приклад процесу впровадження. Цей розділ надає покрокову дорожню карту для простої та практичної реалізації SMED.
Практично кожна виробнича компанія, яка здійснює перехід, може отримати вигоду від SMED. Однак це не означає, що SMED має бути першим пріоритетом. У реальному світі компанії мають обмежені ресурси, і ці ресурси повинні бути спрямовані туди, де вони принесуть найкращу віддачу.
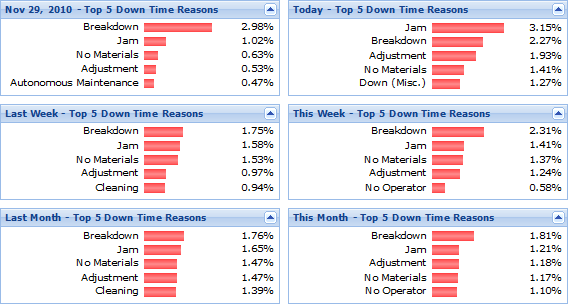
Отже, що має бути першим пріоритетом? Для більшості компаній першим пріоритетом має бути забезпечення чіткого розуміння того, де втрачається продуктивний час, і що рішення щодо ініціатив щодо вдосконалення приймаються на основі твердих даних. Це означає впровадження системи для збору та аналізу даних про продуктивність виробництва.
Де-факто "золотий" стандарт для даних про продуктивність виробництва - це вимірювання OEE (Загальна ефективність обладнання) з додатковою розбивкою категорій втрат OEE на шість великих втрат та детальною розбивкою втрат доступності OEE на коди причин простою (включаючи коди для відстеження часу переходу).
Після того, як система вимірювання продуктивності виробництва на місці, збирайте дані принаймні протягом двох тижнів, щоб отримати чітку картину того, де втрачається продуктивний час.
Отже, що має бути першим пріоритетом? Для більшості компаній першим пріоритетом має бути забезпечення чіткого розуміння того, де втрачається продуктивний час, і що рішення щодо ініціатив щодо вдосконалення приймаються на основі твердих даних. Це означає впровадження системи для збору та аналізу даних про продуктивність виробництва.
Де-факто "золотий" стандарт для даних про продуктивність виробництва - це вимірювання OEE (Загальна ефективність обладнання) з додатковою розбивкою категорій втрат OEE на шість великих втрат та детальною розбивкою втрат доступності OEE на коди причин простою (включаючи коди для відстеження часу переходу).
{kind=link}
Після того, як система вимірювання продуктивності виробництва на місці, збирайте дані принаймні протягом двох тижнів, щоб отримати чітку картину того, де втрачається продуктивний час.
Крок перший – визначте пілотну зону
На цьому етапі вибирається цільова область для пілотної програми SMED. Ідеальне обладнання матиме такі характеристики:
Для того, щоб створити широку базу підтримки проєкту SMED, включити повний спектр асоційованих співробітників у процес відбору та наполегливо працювати над створенням консенсусу в команді щодо вибору цільового обладнання.
Після того, як цільове обладнання було вибрано, запишіть базовий час для переходу. Час переходу слід вимірювати як час між виробництвом останньої хорошої частини (на повній швидкості) та виробництвом першої хорошої частини (на повній швидкості). Памʼятайте про "ефект Готорна", час переміни може тимчасово покращитися як простий результат спостереження за процесом. Коли це можливо, -- використовуйте попередні дані для базового часу переходу.
Після того, як цільове обладнання було вибрано, запишіть базовий час для переходу. Час переходу слід вимірювати як час між виробництвом останньої хорошої частини (на повній швидкості) та виробництвом першої хорошої частини (на повній швидкості). Памʼятайте про "ефект Готорна", час переміни може тимчасово покращитися як простий результат спостереження за процесом. Коли це можливо, -- використовуйте попередні дані для базового часу переходу.
Крок другий – визначте елементи
Для того, щоб створити широку базу підтримки проєкту SMED, потрібно включити повний спектр асоційованих співробітників у процес відбору та наполегливо працювати над створенням консенсусу в команді щодо вибору цільового обладнання.
Після того, як цільове обладнання було вибрано, запишіть базовий час для переходу. Час переходу слід вимірювати як час між виробництвом останньої хорошої частини (на повній швидкості) та виробництвом першої хорошої частини (на повній швидкості). Памʼятайте про "ефект Готорна", час переміни може тимчасово покращитися як простий результат спостереження за процесом. Коли це можливо, -- використовуйте попередні дані для базового часу переходу.
Після того, як цільове обладнання було вибрано, запишіть базовий час для переходу. Час переходу слід вимірювати як час між виробництвом останньої хорошої частини (на повній швидкості) та виробництвом першої хорошої частини (на повній швидкості). Памʼятайте про "ефект Готорна", час переміни може тимчасово покращитися як простий результат спостереження за процесом. Коли це можливо, -- використовуйте попередні дані для базового часу переходу.
Виходом з цього кроку повинен бути повний список елементів переходу, кожен з яких має опис та часову "вартість".
Крок третій – окремі зовнішні елементи
На цьому етапі елементи процесу переходу, які можуть бути виконані з незначними змінами або без них під час роботи обладнання, ідентифікуються та переміщуються "зовнішніми" до переходу (тобто виконуються до або після переходу). Незвично, що час переключеності скорочується майже вдвічі лише за допомогою цього кроку.
Для кожного елемента команда повинна задати наступне питання: чи може цей елемент, як він виконується в даний час, або з мінімальними змінами, бути завершений під час роботи обладнання?
Якщо відповідь позитивна, класифікуйте елемент як зовнішній і перемістіть його до або після переходу, залежно від обставин.
Приклади елементів-кандидатів для такого лікування включають:
Для кожного елемента команда повинна задати наступне питання: чи може цей елемент, як він виконується в даний час, або з мінімальними змінами, бути завершений під час роботи обладнання?
Якщо відповідь позитивна, класифікуйте елемент як зовнішній і перемістіть його до або після переходу, залежно від обставин.
Приклади елементів-кандидатів для такого лікування включають:
Виробництвом цього кроку повинен бути оновлений список елементів переходу, розділених на три частини: зовнішні елементи (до переходу), внутрішні елементи (під час зміни) та зовнішні елементи (після переходу).
Крок четвертий – перетворення внутрішніх елементів на зовнішні
На цьому кроці поточний процес переходу ретельно вивчається з метою перетворення якомога більшої кількості внутрішніх елементів у зовнішні.
Для кожного внутрішнього елемента команда повинна задати наступні питання: якби був спосіб зробити цей елемент зовнішнім, що б він був? Як ми могли це зробити?
Це призведе до списку елементів, які є кандидатами для подальших дій. Цей список повинен бути пріоритетним, щоб найперспективніші кандидати були першими. По суті, це зводиться до проведення аналізу витрат/вигод для кожного елемента кандидата:
Після того, як список буде розставте пріоритетом, можна розпочати роботу з внесення необхідних змін.
Прикладами методів, які можна використовувати для перетворення внутрішніх елементів на зовнішні, є:
Для кожного внутрішнього елемента команда повинна задати наступні питання: якби був спосіб зробити цей елемент зовнішнім, що б він був? Як ми могли це зробити?
Це призведе до списку елементів, які є кандидатами для подальших дій. Цей список повинен бути пріоритетним, щоб найперспективніші кандидати були першими. По суті, це зводиться до проведення аналізу витрат/вигод для кожного елемента кандидата:
- Вартість, виміряна матеріалами та робочою силою, необхідними для внесення необхідних змін.
- Вигода, виміряна часом, який буде виключений від переходу.
Після того, як список буде розставте пріоритетом, можна розпочати роботу з внесення необхідних змін.
Прикладами методів, які можна використовувати для перетворення внутрішніх елементів на зовнішні, є:
Виходом з цього кроку повинен бути оновлений список елементів переходу, з меншою кількістю внутрішніх елементів та додаткових зовнішніх елементів (виконаних до або після переходу).
Крок п'ятий – оптимізуйте елементи, що залишилися
На цьому кроці інші елементи переглядаються з метою оптимізації та спрощення, щоб їх можна було завершити за менший час. Перший пріоритет повинен бути наданий внутрішнім елементам для підтримки основної мети скорочення часу переходу.
Для кожного елемента команда повинна задати такі питання: Як цей елемент можна завершити за менший час? Як ми можемо спростити цей елемент?
Як і на попередньому кроці, для визначення пріоритетів дій щодо елементів слід використовувати простий аналіз витрат/переваг.
Прикладами методів, які можна використовувати для впорядкування елементів, є:
Для кожного елемента команда повинна задати такі питання: Як цей елемент можна завершити за менший час? Як ми можемо спростити цей елемент?
Як і на попередньому кроці, для визначення пріоритетів дій щодо елементів слід використовувати простий аналіз витрат/переваг.
Прикладами методів, які можна використовувати для впорядкування елементів, є:
Виробкою цього кроку повинен бути набір оновлених робочих інструкцій для переходу (тобто створення стандартизованої роботи) та значно швидший час переходу!
Висновки
При впровадженні SMED корисно визнати, що існує дві широкі категорії вдосконалення:
Досвід навчив, що людські елементи, як правило, набагато швидше і дешевше вдосконалювати, ніж технічні елементи. Іншими словами, швидкі перемоги, як правило, з людськими елементами. Уникайте спокуси, особливо з технічно досвідченими командами, надмірно зосередитися на технічних елементах. Замість цього спочатку зосередьтеся на людських елементах.
Підприємствам з високим ступенем автоматизації, де ціна простоїв висока, критично важливо мати налагоджені та швидкі процеси заміни робочого оснащення (валки, прес-форми, штампи, змінний інструмент верстатів, складні модульні частини обладнання тощо), призначеної для виробництва конкретного виду продукції . При переході від виробництва одного виду продукції до іншого, скорочення часу переналагодження обладнання значною мірою підвищує продуктивність та загальну ефективність використання обладнання.
Якщо хочете опанувати цю методику та почати ефективно керувати переналагодженням обладнання, -- запрошуємо на сертифікаційний онлайн-курс "Школа майстрів виробництва", який стартує вже 16.07.2024.
Цей курс призначений для виробничих компаній із серійним виробництвом продукції та розрахований на інженерно-технічний, лінійний персонал (команди операторів), керівників виробничих ділянок та ремонтних служб, та всіх, хто зайнятий у проектах TPM/WCM з метою підвищення продуктивності та ефективності використання обладнання.
- Людина: досягається завдяки підготовці та організації
- Технічний: досягається за допомогою інженерії
Досвід навчив, що людські елементи, як правило, набагато швидше і дешевше вдосконалювати, ніж технічні елементи. Іншими словами, швидкі перемоги, як правило, з людськими елементами. Уникайте спокуси, особливо з технічно досвідченими командами, надмірно зосередитися на технічних елементах. Замість цього спочатку зосередьтеся на людських елементах.
Підприємствам з високим ступенем автоматизації, де ціна простоїв висока, критично важливо мати налагоджені та швидкі процеси заміни робочого оснащення (валки, прес-форми, штампи, змінний інструмент верстатів, складні модульні частини обладнання тощо), призначеної для виробництва конкретного виду продукції . При переході від виробництва одного виду продукції до іншого, скорочення часу переналагодження обладнання значною мірою підвищує продуктивність та загальну ефективність використання обладнання.
Якщо хочете опанувати цю методику та почати ефективно керувати переналагодженням обладнання, -- запрошуємо на сертифікаційний онлайн-курс "Школа майстрів виробництва", який стартує вже 16.07.2024.
Цей курс призначений для виробничих компаній із серійним виробництвом продукції та розрахований на інженерно-технічний, лінійний персонал (команди операторів), керівників виробничих ділянок та ремонтних служб, та всіх, хто зайнятий у проектах TPM/WCM з метою підвищення продуктивності та ефективності використання обладнання.