Стійкість компанії та обладнання через Lean в Alliance MIM
19.04.2026

Компанії вдалося зберегти позиції на нішевому ринку Metal Injection Moulding (MIM — лиття металу під тиском), попри численні кризи, значною мірою завдяки Lean-підходу. Під час попередніх масштабних змін, пов’язаних із переходом світу до смартфонів і падінням попиту на металеві деталі для клавіатур телефонів, компанія пройшла серйозну трансформацію і перебудувала роботу з обладнанням.
Сьогодні вона знову використовує Lean, щоб стабілізувати процеси, підвищувати надійність машин, зменшувати втрати під час переналадок і краще управляти складним високоточним обладнанням у виробництві.
БІЗНЕС-ВИКЛИК Alliance MIM
Alliance MIM виробляє високоточні металеві деталі за допомогою складного процесу: порошкове лиття, формування, видалення зв’язуючих матеріалів, спікання та механічна обробка.
Ця технологія має перевагу — менші втрати матеріалу порівняно з класичною обробкою металу з прутка. Але при цьому вона програє в ціні масовому виробництву, особливо великим заводам у Китаї, які працюють у значно більших масштабах.
Клієнти компанії часто визнають високу якість продукції, але водночас зазначають, що вона «занадто дорога порівняно з Китаєм». Тому бізнес зосереджений на малих серіях складних деталей із низькою маржею.
Додатково ситуацію ускладнює насичений локальний ринок праці, що спричиняє високий рівень відсутності працівників і плинності кадрів, а також ризик втрати ключових компетенцій. Попит від клієнтів з авіаційної, годинникової та медичної галузей знизився, що призвело до суттєвого падіння продажів.
У відповідь компанія призупинила тимчасові контракти, скоротила нічні зміни та зупинила набір персоналу. Грошовий потік було стабілізовано через замороження інвестицій, використання лише необхідного обладнання, ремонт і подовження ресурсу інструментів, а також скорочення необов’язкових витрат. Водночас технічне обслуговування залишилося недоторканим пріоритетом.
Прогноз на найближчі роки залишається складним. Компанія працює у сегменті високої складності та низьких обсягів, де ринок характеризується невизначеністю та жорсткою конкуренцією. Додатковий тиск створюють глобальні зміни в промисловості та перенесення виробництв в Азію, що призводить до втрати частини інженерних знань у країнах Заходу.
Окремий виклик — люди. Компанії потрібно залучати та утримувати інженерів, які мотивовані роботою з продуктом і обладнанням, хоча великі корпорації часто пропонують більш привабливі кар’єрні умови.
Попри це, стратегія залишається незмінною: швидкість реакції всередині організації має бути вищою за швидкість змін зовнішнього середовища.

LEAN ЯК РІШЕННЯ
Під час візиту до виробництва керівник Alliance MIM пояснює ключовий принцип виживання компанії: виробництво має працювати малими, гнучкими партіями на добре обслуговуваному обладнанні.
На виробництві реалізовано pull-flow (система витягування) — це система, де кожна наступна операція “витягує” продукцію з попередньої тільки тоді, коли є реальний попит, а не виробляє на склад. Потік організовано від відвантаження до лиття під тиском, з використанням SMED і стабільного обладнання. Переналагодження форм займає лише кілька хвилин, хоча стабілізація перших деталей після зміни ще потребує часу.
Також показано U-подібну комірку — це організація робочих станцій у формі літери “U”, де процеси розташовані послідовно в одному потоці і працівник може легко переходити від однієї операції до наступної без зайвих переміщень. Вона об’єднує лиття під тиском, механічну обробку та контроль якості. Спостереження за процесом виявило зайві переміщення, тому обладнання було розташовано ближче одне до одного, щоб зменшити втрати часу та рухів.
Фокус постійно залишається на покращенні потоку та усуненні втрат. Особлива увага приділяється виробничій інженерії та трансформації обладнання, адже компанія намагається зберегти та розвивати промислові знання всередині організації.
ГЛИБОКЕ РОЗУМІННЯ ОБЛАДНАННЯ ТА МАШИН
На заводі Alliance MIM працює понад 250 одиниць обладнання — печі для спікання, машини для лиття під тиском, фрезерні та токарні верстати, вимірювальні прилади. Галузь MIM є одночасно машиномісткою і працеємною, але забезпечує високий вихід матеріалу, що й формує її конкурентоспроможність.
Керівництво відзначає проблему сучасних виробників обладнання: вони все частіше передають монтаж і ремонт підрядникам, через що втрачається зв’язок із реальними виробничими проблемами. Наприклад, для деякого обладнання в Європі може існувати лише один сервісний спеціаліст, що призводить до затримок у діагностиці та ремонті. У критичних галузях, таких як авіація, це змушує компанію навіть створювати запас обладнання як запобіжний захід.
Окремо підкреслюється важливість глибокого знання процесів і обладнання. Помилки постачальників або лабораторій можуть призводити до серйозних наслідків — від некоректного аналізу деталей до браку цілих партій продукції.
Приклади з датчиками температури добре це ілюструють: неправильні параметри скорочували їхній ресурс, а окремі постачальники навіть пропонували некоректні підходи до калібрування. У результаті компанія обрала партнерів із глибшою технічною експертизою.
Висновок простий: у складному виробництві перемагає той, хто дійсно розуміє своє обладнання.
РОЗУМІТИ ВІДХИЛЕННЯ
На виробництві відсутні візуальні плани обслуговування — замість цього використовується електронна система, що охоплює тисячі одиниць обладнання. В її основі — дерево обладнання: структурована ієрархія, де кожна машина розкладена на вузли та компоненти, що дозволяє чітко управляти обслуговуванням.
Щотижневий графік визначає, що потрібно перевірити, обслуговувати, замінити чи відкалібрувати. Це складний, але необхідний процес: інвестиції в обслуговування дозволяють уникнути значно більших втрат від поломок.
Оскільки умови постійно змінюються, ключовим підходом залишається регулярний вихід у гемба. Процеси потрібно постійно “налаштовувати” — як вітрила залежно від умов. Водночас важливо, щоб зміни базувалися не на інтуїції, а на глибокому розумінні процесів і перевірених знаннях.
«Будь-який виробничий процес з часом зазнає невеликих, часто непомітних змін під впливом середовища та матеріалів. Температура, вологість, рівень кисню впливають на поведінку матеріалів. Навіть вода чи мастило змінюють свої властивості», — пояснює керівник. — «Ці відхилення потрібно не ігнорувати, а приймати і вміти вимірювати».
Наприклад, процес спікання вимагає дуже точної температури. Тому впроваджено регулярну перевірку точності: паралельно встановлюється другий відкалібрований датчик, щоб відстежувати відхилення. Тепер усе обладнання одразу проєктується з можливістю таких перевірок.
Більше того, машини розглядаються як системи руху середовищ. Це означає, що наладчики повинні розуміти основи гідродинаміки та вплив температури й параметрів потоку на процес.
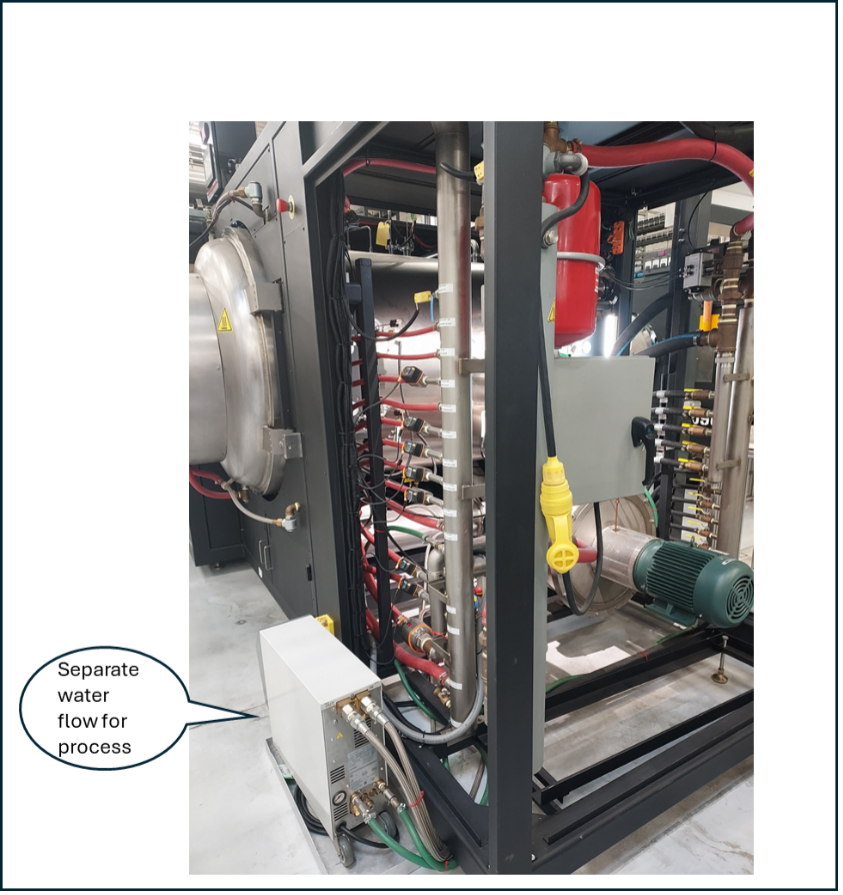
Цей підхід проявляється і в конструкції обладнання. Наприклад, у печах для спікання функції охолодження та хімічних процесів розділено на два окремі контури води, що дозволяє значно підвищити стабільність процесу.
На фото: Остання версія печі має окремий водяний контур для видалення залишків зв’язуючих матеріалів, що підвищує стабільність процесу
Відхилення можуть виникати не лише поступово, а й через різкі впливи — наприклад, удари або пошкодження обладнання. У таких випадках замість усунення причини часто намагаються просто підкоригувати налаштування.
Але це не працює: якщо обладнання зміщене навіть на 0,3 мм, воно вже не здатне забезпечити точність 0,02 мм. Тому головне правило — спочатку усунути причину відхилення, а вже потім налаштовувати процес.
АНАЛІЗ ВТРАТ МАТЕРІАЛУ ЯК ДЖЕРЕЛО НАВЧАННЯ
У Alliance MIM детально відстежують втрати матеріалу на кожному етапі — від сировини до готової деталі.
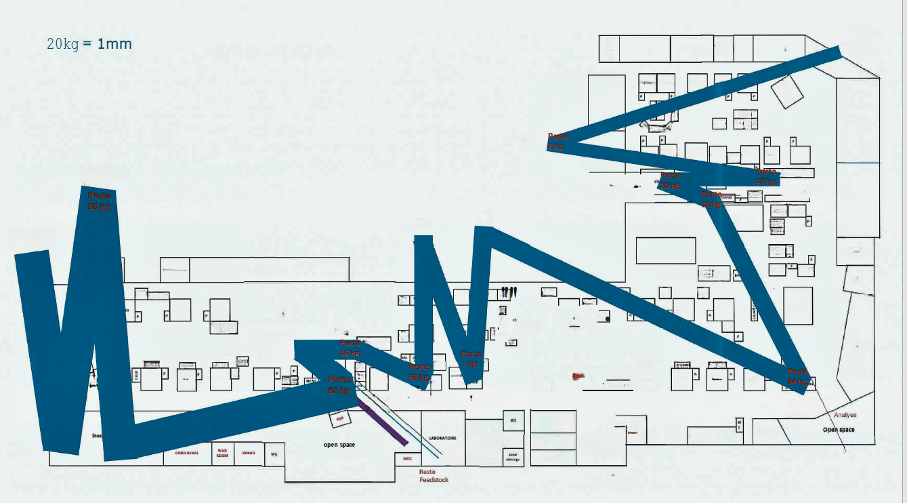
Для цього використовують наочну візуалізацію: показують, як змінюється кількість матеріалу в процесі виробництва і де саме відбуваються втрати. Це допомагає чітко побачити проблемні місця та зрозуміти, де процес потребує покращення.
На фото: потік втрат матеріалу в процесі
Найбільші втрати матеріалу виникають на етапі підготовки сировини — коли металевий порошок перетворюється на зв’язану масу для подальшого виробництва.
Щоб краще контролювати цей процес, один із клієнтів інвестує у власну виробничу лінію всередині свого підприємства. Це дозволить глибше зрозуміти, де саме виникають втрати та як їх зменшити.
Додаткові втрати з’являються під час налаштування обладнання, стабілізації перших деталей після заміни форм, а також у вигляді стружки та відходів.
Ключовий підхід — постійно заглиблюватися в процес і знаходити приховані джерела втрат.
ВИДИМІ ЗНАННЯ
Чи зосереджені всі ці глибокі знання про обладнання та матеріали лише в голові керівника? Ні. В Alliance MIM активно розвивають підхід, де команди у виробництві та інженерії навчаються через вирішення проблем.
У центрі виробництва — зона з червоними контейнерами, де фіксуються випадки браку. Тут проблеми стають видимими, їх аналізують і використовують як основу для покращень.
Саме в цьому процесі відбувається глибоке навчання: команда не просто усуває дефекти, а розуміє їх причини і запобігає повторенню.

Керівництво Alliance MIM заохотило команди фіксувати та ділитися знаннями про виробничі процеси.
У результаті з’явилися великі інформаційні стенди з ключових тем — лиття під тиском, термопари, позиціонування форм і печі для спікання. На них збирають найкращі практики та рішення проблем, формуючи спільну базу знань про процеси.
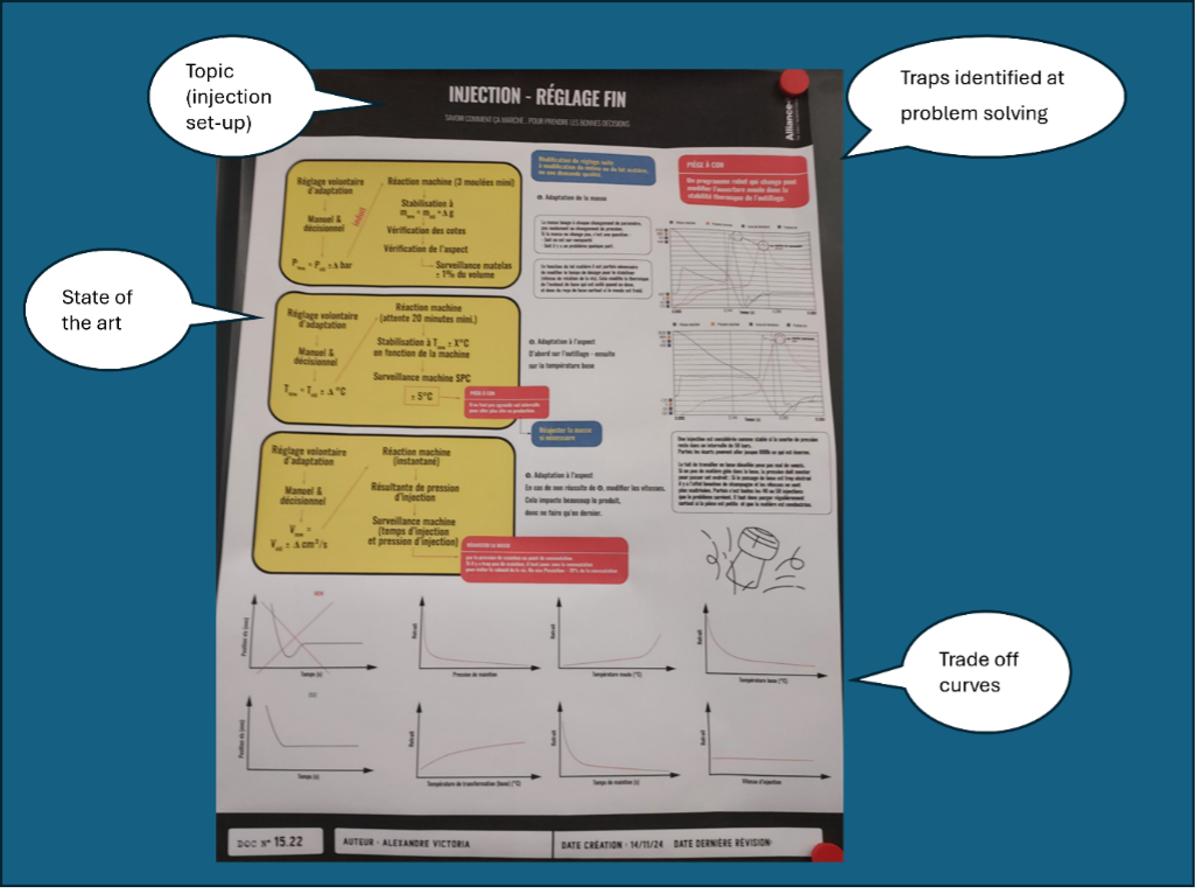
Більшість із них містять криві компромісів — графіки, що показують, як зміна одного параметра впливає на результат процесу і які побічні ефекти виникають. Наприклад, як змінюється усадка деталі після спікання залежно від температури печі, тиску або часу — на основі власного досвіду.
Інші такі криві, розраховані Alliance MIM або взяті з зовнішніх джерел, допомагають зрозуміти, що працює, а що ні, і де саме знаходиться межа якості.
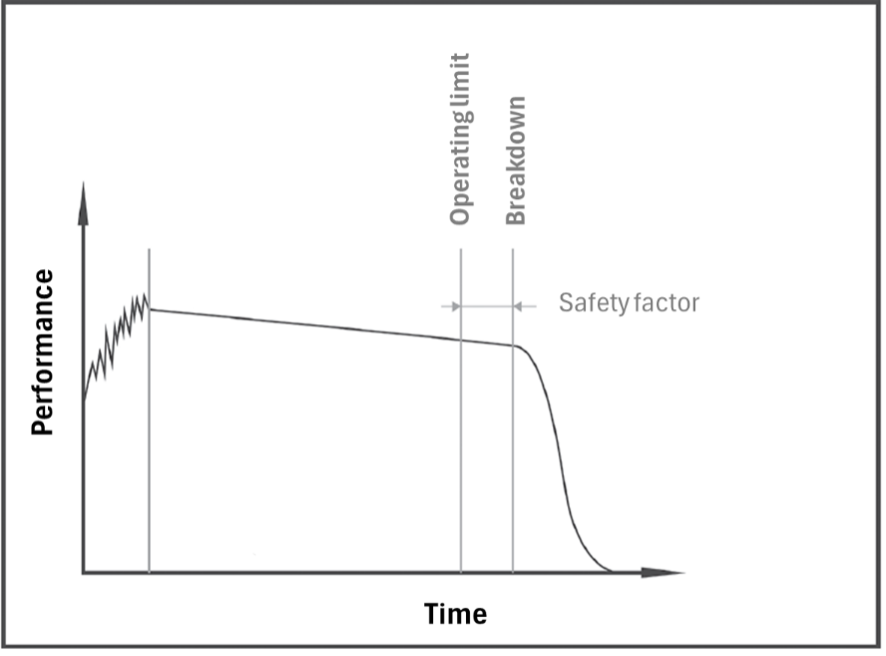
На фото: графіки, криві компромісу допомагають зрозуміти зони неприпустимого
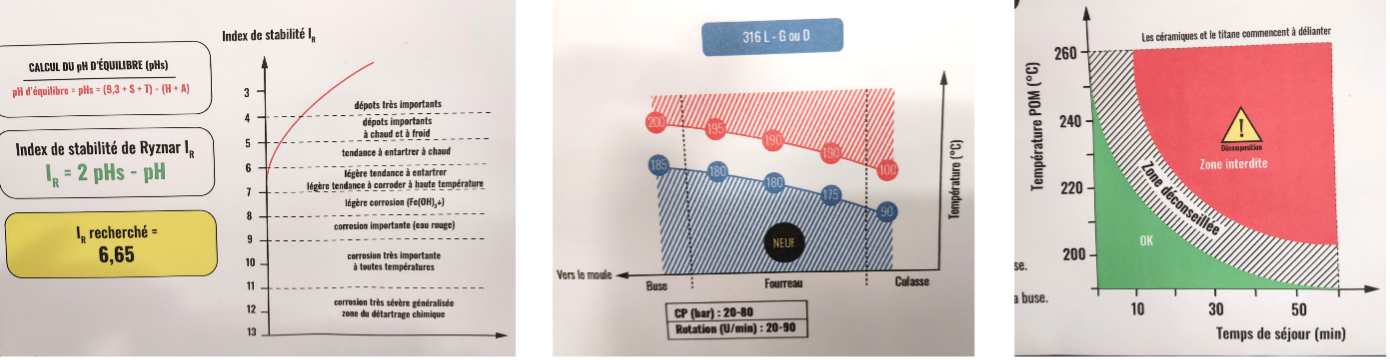
Криві компромісів також допомагають визначати межі, за які не можна виходити в процесі — так звані «зони заборони».
Оператори додатково навчаються через вирішення проблем. На їхніх робочих місцях є детальні інструкції саме для тієї деталі, з якою вони працюють, а також попередження на кожному етапі операції, що допомагає уникати помилок і краще розуміти процес.

ІНЖЕНЕРІЯ, ЩО ВЧИТЬСЯ У ВИРОБНИЦТВА
Інженерний відділ активно розвивається через постійний зворотний зв’язок із виробництвом. Рішення формуються на основі спостережень у гемба, а криві компромісів допомагають проєктувати обладнання з урахуванням реальних обмежень процесу та контролю витрат.
Окрему роль відіграє підхід цільової собівартості: для кожного продукту визначено фінансові межі, а кожне технічне рішення впливає на кінцевий результат. Це дозволяє поєднати інженерію та обладнання в єдину систему, де дизайн постійно перевіряється реальним виробництвом.
Джерело статті: Resilience through Lean at Alliance MIM
Хочете навчитися ефективно управляти обладнанням і переналагодженнями за Lean-підходом?
Запрошуємо на курс «Школа розвитку ремонтної служби»
ШКОЛА РОЗВИТКУ РЕМОНТНОЇ СЛУЖБИ
ЗАПРОШУЄМО НА НАВЧАННЯ!
Реєстрація триває
14.05.2026 - 09.06.2026
Школа розвитку ремонтної служби




