Як зробити процес керованим: кейс стабілізації печі через Lean
24.06.2026

Індонезійський нікелевий завод застосував Lean-підхід, щоб стабілізувати роботу печей і підвищити ефективність виробництва. Команда проаналізувала причини надлишкового вмісту вуглецю в матеріалі, усунула ключові проблеми, автоматизувала частину процесів і залучила операторів до постійних покращень безпосередньо на робочих місцях. У результаті підприємство досягло більш стабільної роботи обладнання та кращих виробничих показників.
На нікелеплавильному виробництві компанії PT Vale періодично виникала нестабільність роботи електропечей через коливання потужності. Аналіз показав, що причиною були надмірно високі температури в камері згоряння, які, своєю чергою, були пов’язані з підвищеним вмістом вуглецю в кальцині — матеріалі, що подається до печі.
Поглиблене дослідження виявило основне джерело проблеми: незгоріле вугілля, яке потрапляло в кальцин під час процесу сушіння руди. Замість того щоб постійно коригувати налаштування обладнання та боротися з наслідками, міжфункціональна команда застосувала принципи Lean-мислення. Зосередившись на цілі, процесі та людях, вона усунула проблему на рівні першопричини.
ЦІЛЬ: ЗАБЕЗПЕЧЕННЯ СТАБІЛЬНОГО КАЛЬЦИНУ
Процес роботи печі потребує стабільних і передбачуваних вхідних умов для ефективної роботи. Проте коливання складу кальцину, зокрема високий і нестабільний вміст вуглецю (%C), спричиняли перегріви в камері згоряння електропечі. Через це оператори змушені були постійно коригувати подачу потужності та працювати в умовах нестабільного процесу, що негативно впливало як на продуктивність, так і на надійність обладнання.
Замість того щоб вузько зосереджуватися лише на зниженні %C або налаштуванні печі, команда переосмислила проблему: «Як забезпечити стабільний і однорідний кальцин, який дозволить печі працювати краще?»
Таке формулювання цілі, орієнтоване на внутрішнього клієнта — операторів печі, — стало основою всієї роботи з покращення процесу.
ПРОЦЕС: A3 ТА PDCA. ПОХІД У ГЕМБА
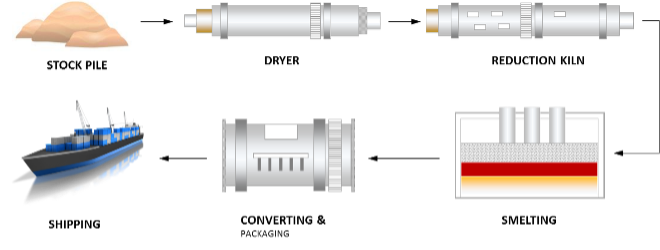
Команда почала з відвідування Гемба (місце, де відбувається процес) — зокрема до сушильної установки Dryer 1.
У цьому процесі гаряче повітря від спалювання вугілля використовується для сушіння руди. Однак спалювання вугілля відбувалося неповністю. Частина незгорілого вугілля разом із рудою потрапляла далі в процес, що суттєво підвищувало вміст вуглецю (%C) у кальцині.
Для аналізу проблеми команда застосувала A3-інструмент, а для перевірки рішень і впровадження змін — цикл PDCA (Plan–Do–Check–Act). Спостереження в Гембі стали основою для серії цілеспрямованих покращень.
Було виявлено:
- неточні датчики аерації, через що умови горіння було складно контролювати;
- ручні налаштування, які відрізнялися між операторами та змінами, створювали нестабільність процесу;
- лабораторний аналіз %C надходив із запізненням і не дозволяв оперативно реагувати;
- відсутність прямого зворотного зв’язку між роботою сушарки та якістю кальцину.
Ці проблеми показали, що процес не був спроєктований так, щоб стабільно підтримувати свою ціль, а також що операторам бракувало системної підтримки для ефективних покращень.
Після уточнення ситуації команда визначила контрзаходи:
- Оновлення вимірювальних систем: заміна та калібрування індикаторів аерації для точного контролю горіння;
- Автоматизація керування: впровадження автоматичного контролю аерації та температури для зменшення варіацій і залежності від ручних налаштувань;
- Прискорення лабораторних аналізів: оптимізація процесу, щоб швидше отримувати результати %C для оперативного реагування;
- Стандартизація роботи: розробка та узгодження стандартних процедур разом з операторами на основі найкращих параметрів горіння;
- Навчання операторів: навчання щодо процесу спалювання вугілля та його впливу на наступні етапи виробництва.
Кожне рішення впроваджувалося через цикл PDCA: його тестували, коригували та закріплювали на основі зворотного зв’язку з Гемби.
Команда зафіксувала помітні позитивні результати як у технічному, так і в операційному аспекті. Значно зменшилась кількість незгорілого вугілля, що потрапляло разом із рудою в процес. Також стабілізувалися температура та аерація в камері згоряння.
Окремо відзначено покращення стабільності вмісту вуглецю (%C) у кальцині — на 38,3%. Важливо, що оператори стали впевненішими у своїх діях, що додатково підвищило стабільність і передбачуваність роботи процесу.
У результаті вдалося відновити стабільну роботу печі та досягти більш керованого й ефективного процесу плавки.

ЛЮДИ: ПОВАГА, ЗАЛУЧЕНІСТЬ І ВІДПОВІДАЛЬНІСТЬ
Один із операторів центрального пульта коротко підсумував результат: «Це покращення допомогло більш стабільно керувати сушаркою. Коли температура в камері стабільна, робота стає значно простішою».
Оператори стали ключовими учасниками цього проєкту. Їхні спостереження, ідеї та участь у тестуванні рішень перетворили теоретичні покращення на стійкі робочі практики. Стандартизована робота не була нав’язана зверху — її створювали разом із тими, хто безпосередньо виконує процес.
Цей проєкт показав, що повага до людей — це не лише залучення, а й довіра до їх здатності самостійно покращувати процеси.
Спочатку ціль здавалася недосяжною, але завдяки структурі та командній роботі її не лише досягли, а й перевищили. Кожен зробив свій внесок і кожен отримав розвиток.
Цей кейс показав, що Lean — це не набір інструментів, а спосіб мислення і управління. Коли ціль визначена через потреби процесу, робота йде на гембі, а люди залучені як співтворці рішень — стабільність стає результатом системи, а не контролю. Стабілізація %C стала не фінальною метою, а стартом розвитку культури постійного покращення, де проблема = можливість навчання і вдосконалення.
Джерело статті https://www.planet-lean.com/articles/stabilizing-carbon-stabilizing-performance
Хочете впроваджувати такі рішення та досягати стабільних покращень — запрошуємо майстрів і керівників виробництв на курс «Школа майстрів виробництва».
ШКОЛА МАЙСТРІВ ВИРОБНИЦТВА
ЗАПРОШУЄМО НА НАВЧАННЯ! Реєстрація триває
08.07.2026 - 12.08.2026
ШКОЛА МАЙСТРІВ ВИРОБНИЦТВА




